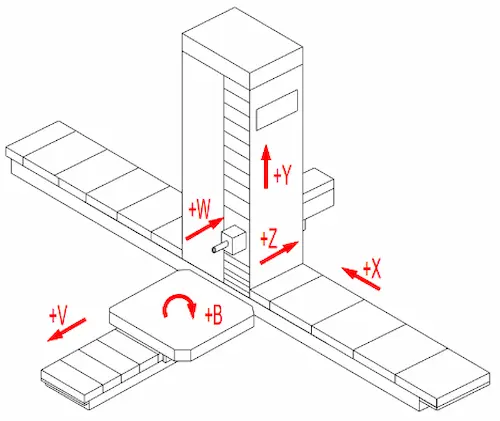
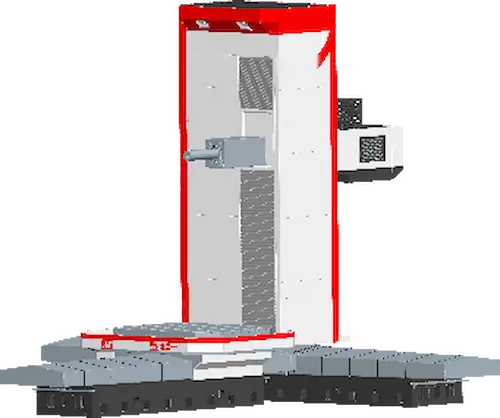
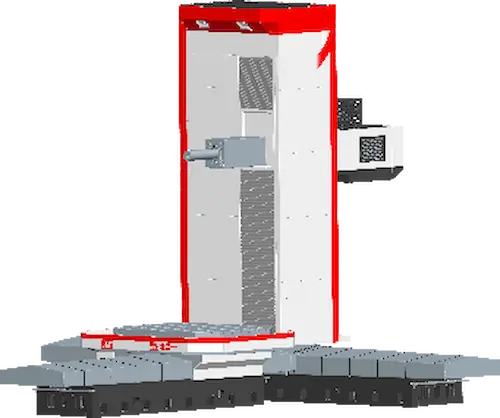
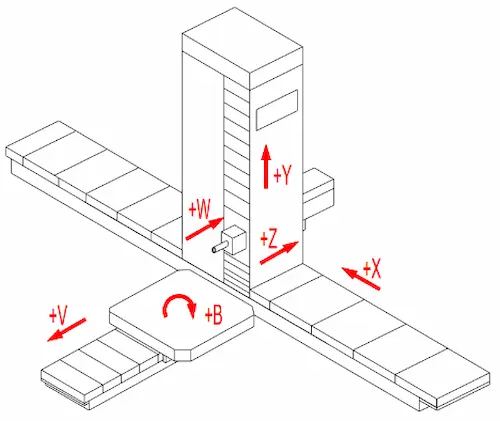
Discover the ultimate heavy-duty machining solution with Fortune Pacific's FB-160 CNC Floor-Type Boring and Milling Machine. This robust floor boring mill, engineered for precision machining of large castings, fabrications, and complex components, features a rigid box-in-box structure ensuring unparalleled stability during high-torque boring, heavy milling, facing, and threading operations. Equipped with a powerful FANUC 0iMF CNC system, it delivers exceptional positioning accuracy (±0.003mm) and repeatability. Key specs include a 160mm quill diameter, XYZ travels of 1600x2000x1000mm, and a 3000 rpm spindle speed. Its heavy-duty rotary table (3000mm, 25T capacity) facilitates multi-sided machining, ideal for energy sector components (turbine housings, valve bodies), marine propulsion systems, mining equipment frames, and heavy machinery bases. Benefits include superior rigidity for chatter-free cutting, extended machine tool longevity, reduced setup time, and enhanced production throughput. Core assemblies like the precision-ground square ram, oversized column, and high-capacity gearbox guarantee reliable performance under continuous industrial use. Invest in this premier CNC boring machine, horizontal boring mill, or floor-type machining center for unmatched metal removal efficiency and dimensional accuracy in large part manufacturing.
Преобразите производство крупногабаритных деталей с тяжелым фрезерно-расточным станком с ЧПУ FB-160 от Fortune Pacific. Этот мощный напольный расточно-фрезерный станок (координатно-расточной станок напольного типа) создан для высокоточной обработки массивных отливок, сварных конструкций и ответственных узлов. Конструкция "коробка в коробке" и массивная колонна обеспечивают исключительную жесткость при глубоком растачивании, черновом фрезеровании, торцевании и нарезании резьбы. Оснащен современной системой ЧПУ FANUC 0iMF, гарантирующей точность позиционирования (±0.003мм) и повторяемость. Основные параметры: диаметр шпинделя 160мм, перемещения по осям XYZ 1600/2000/1000мм, скорость вращения шпинделя 3000 об/мин. Мощный поворотный стол (Ø3000мм, грузоподъемность 25 тонн) позволяет выполнять многопозиционную обработку, идеален для энергетики (корпуса турбин, задвижки), судостроения (гребные валы), горнодобывающей техники (рамы экскаваторов) и тяжелого машиностроения (станины). Преимущества: высочайшая жесткость для виброустойчивой обработки, увеличенный ресурс, сокращение времени переналадки, высокая производительность. Ключевые узлы – прецизионный квадратный ползун, усиленная стойка, редуктор повышенной мощности – обеспечивают надежность в непрерывном цикле. Выбирайте этот промышленный расточной центр или тяжелый обрабатывающий центр для максимальной эффективности съема металла и точности в производстве крупногабаритных деталей.
Maximice su capacidad de mecanizado pesado con la Fresadora-Taladradora de Piso CNC FB-160 de Fortune Pacific. Este centro de mecanizado de piso robusto, diseñado para el torneado horizontal de precisión y fresado intensivo de piezas de gran tamaño (fundiciones, estructuras soldadas, componentes complejos), cuenta con una estructura ultra rígida tipo "caja dentro de caja". Equipado con el control numérico FANUC 0iMF, ofrece precisión de posicionamiento excepcional (±0.003mm) y repetibilidad. Parámetros clave: diámetro del husillo 160mm, recorridos XYZ 1600x2000x1000mm, velocidad del husillo 3000 rpm. Su mesa giratoria reforzada (Ø3000mm, capacidad 25 toneladas) permite operaciones multi-face, ideal para sectores como energía (carcasas de turbinas, cuerpos de válvulas), construcción naval, minería (bastidores de equipos) y fabricación de maquinaria pesada. Beneficios incluyen: rigidez superior para operaciones de desbaste sin vibraciones, alta productividad en trabajos de mandrinado profundo y fresado pesado, reducción de tiempos de configuración, y durabilidad garantizada. Componentes esenciales como el carnero cuadrado de precisión, columna maciza y caja de engranajes de alta capacidad aseguran confiabilidad en entornos industriales exigentes. Esta máquina de mandrinar CNC horizontal o centro de mecanizado pesado es la solución definitiva para mecanizado de piezas grandes con máxima eficiencia y exactitud dimensional.
Domine o usinagem de peças extra-grandes com a Fresadora-Furadeira de Mesa Fixa CNC FB-160 da Fortune Pacific. Esta robusta mandrilhadora de piso (centro de usinagem pesado tipo piso) é projetada para tornear, fresar, furar e roscar componentes maciços (fundições, estruturas soldadas, peças complexas) com altíssima precisão. Sua construção rígida "box-in-box" e coluna maciça garantem estabilidade incomparável durante operações de desbaste pesado, mandrilamento profundo, fresamento agressivo e faceamento. Controlada pelo sistema CNC FANUC 0iMF, oferece precisão de posicionamento (±0.003mm) e repetibilidade excepcionais. Principais especificações: diâmetro do eixo-árvore 160mm, cursos XYZ 1600x2000x1000mm, rotação do fuso 3000 rpm. A mesa giratória reforçada (Ø3000mm, capacidade 25 ton) permite usinagem multi-faces, essencial para energia (carcaças de turbinas, corpos de válvulas), setor naval, mineração (chassi de equipamentos) e máquinas pesadas. Vantagens: rigidez superior para usinagem sem chatter, alta produtividade em remoção de cavaco, vida útil prolongada, redução de setup. Componentes críticos como o cabeçote quadrado de precisão, coluna oversized e caixa de engrenagens de alta capacidade asseguram confiabilidade contínua. Invista neste centro de mandrilamento CNC ou máquina de furar-fresar horizontal para máxima eficiência e precisão no usinagem de grandes dimensões.
Tingkatkan kapasitas manufaktur Anda dengan Mesin Bor-Frais Lantai CNC FB-160 dari Fortune Pacific. Mesin bubut lantai berat (heavy duty boring and milling machine) ini dirancang untuk pengeboran presisi dalam, penggilingan berat, dan penyelesaian permukaan pada benda kerja besar (coran, fabrikasi, komponen kompleks). Struktur "box-in-box" yang kaku dan kolom masif menjamin stabilitas luar biasa selama operasi permesinan intensif. Dilengkapi sistem CNC FANUC 0iMF, memberikan akurasi posisi (±0.003mm) dan keterulangan tinggi. Spesifikasi utama: diameter poros utama 160mm, gerakan XYZ 1600x2000x1000mm, kecepatan spindel 3000 rpm. Meja putar berkapasitas besar (Ø3000mm, muatan 25 ton) memungkinkan pemesinan multi-sisi, ideal untuk energi (rumah turbin, bodi katup), kelautan, peralatan pertambangan (frame), dan komponen mesin berat. Keunggulan: kekakuan superior untuk pemotongan bebas getaran (chatter-free), produktivitas tinggi pada operasi roughing dan finishing, umur panjang mesin perkakas, pengurangan waktu penyiapan. Komponen inti seperti ram persisi, kolom tebal, dan gearbox berkapasitas tinggi menjamin keandalan operasional terus-menerus. Mesin bor frais CNC horisontal atau pusat permesinan lantai (floor type machining center) ini adalah solusi unggul untuk pengerjaan benda kerja besar dengan efisiensi maksimal dan keakuratan dimensi.
ظرفیت ماشینکاری خود را با دستگاه بورینگ و فرز کف CNC مدل FB-160 فورچون پاسیفیک به حداکثر برسانید. این دستگاه سنگین بورینگ و فرز (دستگاه بورینگ کف یا مرکز ماشینکاری سنگین کفنشین) برای بورینگ عمیق دقیق، فرز سنگین، تراشکاری و پرداخت سطوح قطعات بزرگ (ریختگیها، سازههای جوشی، قطعات پیچیده) طراحی شده است. ساختار صلب "جعبه در جعبه" و ستون عظیم آن پایداری بینظیری در حین عملیات سنگین ماشینکاری فراهم میکند. مجهز به سیستم CNC FANUC 0iMF با دقت موقعیتدهی فوقالعاده (±0.003mm) و تکرارپذیری بالا. مشخصات کلیدی: قطر محور اصلی 160mm، حرکت محورهای XYZ به اندازه 1600x2000x1000mm، سرعت اسپیندل 3000 دور بر دقیقه. میز گردان سنگین (Ø3000mm، ظرفیت بار 25 تن) امکان ماشینکاری چندوجهی را فراهم میکند، ایدهآل برای صنایع انرژی (محفظه توربینها، بدنه شیرآلات)، دریایی، تجهیزات معدن (شاسی) و ماشینآلات سنگین. مزایا: صلبیت فوقالعاده برای برش بدون لرزش (chatter-free)، بهرهوری بالا در عملیات فرزکاری و بورینگ سنگین، طول عمر طولانی دستگاه، کاهش زمان تنظیمات. اجزای اصلی مانند رام سنگین دقیق، ستون مستحکم و گیربکس پرقدرت، قابلیت اطمینان مداوم را تضمین میکنند. این دستگاه بورینگ و فرز افقی CNC یا مرکز ماشینکاری کفنشین راهحلی برتر برای پردازش قطعات بزرگ با حداکثر کارایی و دقت ابعادی است.
Nâng cấp năng lực gia công của bạn với Máy Doa Phay Sàn CNC FB-160 từ Fortune Pacific. Máy doa phay sàn công nghiệp hạng nặng này được thiết kế cho các thao tác doa lỗ sâu chính xác, phay thô nặng, tiện mặt đầu và gia công tinh các chi tiết cỡ lớn (vật đúc, kết cấu hàn, bộ phận phức tạp). Kết cấu "hộp trong hộp" cứng vững và trụ cột đồ sộ đảm bảo độ ổn định vượt trội trong mọi hoạt động gia công. Trang bị hệ thống điều khiển CNC FANUC 0iMF, mang lại độ chính xác định vị (±0.003mm) và khả năng lặp lại cao. Thông số kỹ thuật chính: đường kính trục chính 160mm, hành trình XYZ 1600x2000x1000mm, tốc độ trục chính 3000 vòng/phút. Bàn xoay tải trọng lớn (Ø3000mm, sức nâng 25 tấn) cho phép gia công đa mặt, lý tưởng cho ngành năng lượng (vỏ turbine, thân van), đóng tàu, thiết bị khai thác mỏ (khung máy) và cơ khí chế tạo máy hạng nặng. Lợi ích: độ cứng vững siêu việt giúp cắt gọt không rung, năng suất cao trong phay thô và doa lỗ, tuổi thọ máy kéo dài, giảm thời gian thiết lập. Các bộ phận chính như đầu doa vuông chính xác, cột máy cỡ lớn và hộp số công suất cao đảm bảo độ tin cậy vận hành liên tục. Máy doa phay ngang CNC hay trung tâm gia công sàn này là giải pháp tối ưu để xử lý các chi tiết lớn với hiệu suất tối đa và độ chính xác kích thước.
ยกระดับขีดความสามารถการผลิตของคุณด้วยเครื่องกัดมิลลิ่งและไสแบบตั้งพื้น CNC รุ่น FB-160 จาก Fortune Pacific เครื่องกัดไสแนวราบแบบหนัก (Heavy Duty Floor Boring and Milling Machine หรือ เครื่องกัดมิลลิ่งแนวตั้งแบบตั้งพื้น) ออกแบบมาเพื่อการไสลึกแม่นยำ การกัดหยาบแบบหนัก การกลึงปาดหน้า และการขัดผิวชิ้นงานขนาดใหญ่ (งานหล่อ โครงสร้างเชื่อม ชิ้นส่วนซับซ้อน) โครงสร้างแบบ "box-in-box" ที่แข็งแกร่งและเสาค้ำขนาดใหญ่รับประกันความมั่นคงเหนือชั้นระหว่างการทำงาน ควบคุมด้วยระบบ CNC FANUC 0iMF ให้ความแม่นยำตำแหน่ง (±0.003mm) และความสามารถทำซ้ำสูง คุณสมบัติหลัก: เส้นผ่านศูนย์กลางสปินเดิล 160mm, การเคลื่อนที่ตามแนว XYZ 1600x2000x1000mm, ความเร็วสปินเดิล 3000 รอบต่อนาที โต๊ะหมุนรับน้ำหนักสูง (Ø3000mm, ความจุ 25 ตัน) ช่วยให้กัดชิ้นงานได้หลายด้าน เหมาะสมสำหรับพลังงาน (ตัวถังกังหัน, ตัววาล์ว), งานต่อเรือ, อุปกรณ์การทำเหมือง (โครงเครื่อง) และเครื่องจักรหนัก ข้อดี: ความแข็งแกร่งสูงช่วยตัดเฉือนได้โดยไม่สั่นสะเทือน (chatter-free), ผลผลิตสูงในการกัดหยาบและไสลึก, อายุการใช้งานเครื่องยาวนาน, ลดเวลาเซ็ตอัพ องค์ประกอบหลักเช่น หัวกัดสี่เหลี่ยมความแม่นยำสูง, เสาค้ำขนาดใหญ่ และกระปุกเกียร์ความจุสูง รับประกันความน่าเชื่อถือในการทำงานต่อเนื่อง เครื่องไสและกัดแนวราบ CNC หรือ ศูนย์เครื่องมือกลแบบตั้งพื้น (Floor Type Machining Center) นี้คือทางเลือกอันยอดเยี่ยมสำหรับการแปรรูปชิ้นงานขนาดใหญ่ด้วยประสิทธิภาพสูงสุดและความแม่นยำเชิงมิติ
Tingkatkan kapasiti pemesinan berat anda dengan Mesin Penggerek-Pengilang Lantai CNC FB-160 daripada Fortune Pacific. Mesin pengilang-penggerek lantai tugas berat (heavy duty boring and milling machine atau pusat pemesinan jenis lantai) ini direka untuk penggerudian dalam tepat, pengilangan kasar berat, pelarik muka dan pemesinan akhir komponen bersaiz besar (tuangan, struktur kimpalan, bahagian kompleks). Struktur "box-in-box" tegar dan tiang besar menjamin kestabilan unggul semasa operasi pemesinan. Dilengkapi sistem CNC FANUC 0iMF, memberikan ketepatan penentududukan (±0.003mm) dan kebolehulangan tinggi. Spesifikasi utama: diameter gelendong 160mm, pergerakan XYZ 1600x2000x1000mm, kelajuan gelendong 3000 rpm. Meja putar berkapasiti tinggi (Ø3000mm, muatan 25 tan) membolehkan pemesinan pelbagai muka, sesuai untuk sektor tenaga (rumah turbin, badan injap), kelautan, peralatan perlombongan (rangka) dan jentera berat. Kelebihan: ketegaran unggul untuk pemotongan bebas getaran (chatter-free), produktiviti tinggi dalam operasi pengilangan kasar dan penggerudian, jangka hayat panjang mesin, pengurangan masa persediaan. Komponen teras seperti ram segi empat tepat tepat, tiang bersaiz besar dan kotak gear berkapasiti tinggi menjamin kebolehpercayaan operasi berterusan. Mesin penggerak-pengilang mengufuk CNC atau pusat pemesinan jenis lantai ini ialah penyelesaian utama untuk pemprosesan bahagian besar dengan kecekapan maksimum dan ketepatan dimensi.