| Item | Unit | CNC580D |
| CNC system | Siemens 828D | |
| Work area | ||
| Swing over bed | mm | 580 |
| Swing over X-slide | mm | 360 |
| Max. turning diameter | mm | 330 |
| Recommended max. turning diameter | mm | 210 |
| Clamping Chuck Diameter – main spindle | mm | 210 |
| X-axis travel | mm | 180 |
| Y-axis travel | mm | ±35 |
| Z1-axis travel | mm | 525 |
| Z2-axis travel | mm | 500 |
| Main Spindle | ||
| Spindle nose | A2-6 | |
| Front Bearing Diameter | mm | 100 |
| Spindle bore diameter | mm | 74 |
| Max. bar capacity | mm | 51 |
| Max. speed | rpm | 4500 |
| Sub-spindle | ||
| Spindle nose | A2-6 | |
| Front Bearing Diameter | mm | 100 |
| Spindle bore diameter | mm | 60 |
| Max. bar capacity | mm | 41 |
| Max. speed | rpm | 4500 |
| Feed | ||
| Rapid traverse X | m/min | 24 |
| Rapid traverse Y | m/min | 12 |
| Rapid traverse Z1 | m/min | 24 |
| Rapid traverse Z2 | m/min | 24 |
| Main Drive | ||
| Max. Power (40% / 100% DC) | kW | 16.5/11 |
| Max. Torque (40% / 100% DC) | Nm | 168/112 |
| Max. spindle Speed | rpm | 4500 |
| Turret | ||
| Number BMT55 Tool Stations | pcs | 12 |
| Tool Reception according to BMT55 | ||
| Shank diameter | mm | □25,Ø40 |
| Indexing Time 30° with locking | Sec. | 0.94 |
| Indexing Time 30° without locking | Sec. | 0.32 |
| Driven tools characteristic | ||
| Number of Driven Tools | 12 | |
| Max. Power 40% DC | kW | 5.44 |
| Max. Torque (40% DC) | Nm | 20 |
| Max Speed | rpm | 4000 |
| Coupling | BMT55 | |
| C-Axis – Main spindle | ||
| Speed Range | rpm | 100 |
| Torque | Nm | 168 |
| Tailstock | ||
| Type | Hydraulic | |
| Tailstock travel | mm | 500 |
| Max. axial force | kN | 4 |
| Size of the center point | MT4 | |
| Tailstock control | M-functions | |
| Positioning Accuracy according to VDI 3441 | ||
| Accuracy of positioning in X/Y/Z Axes (Indirect Measuring System) |
µm | ≤ 6/8/8 |
| Accuracy of repeatability in X/Y/Z Axes (Indirect Measuring System) |
µm | ≤ 4/5/5 |
| Accuracy of positioning in C Axes | arcsec. | ≤ 20 |
| Hydraulic unit | ||
| Tank Capacity | L | 35 |
| Pressure, max. | bar | 55 |
| Coolant Equipment | ||
| Coolant tank capacity | L | 180 |
| Chip conveyor capacity | L | 170 |
| Pump Power | kW | 0.85 |
| Pump nominal flow rate at 5 bar | L/min | 30 |
| Other | ||
| Slant angle | 45° | |
| Net weight of the machine with chip conveyor | kg | About 4400 |
| Size of machine with chip conveyor | mm | 3950 x 1850 x 1800 |
| Item 01 | Descriptions | Mark |
| 01.01 | Siemens 828D with shopturn | |
| 01.02 | 12-stations servo turret BMT55 with 12 driven tool stations | |
| 01.03 | Set of 4 tool holders BMT55 (2pcs x OD tool holder + 2pcs x Boring tool holder D40) | |
| 01.04 | 210mm Hydraulic hollow 3 jaw chuck | |
| 01.05 | Hydraulic station | |
| 01.06 | Lurbucation | |
| 01.07 | Cooling pump | |
| 01.08 | Signal lamp with 3 colours | |
| 01.09 | Chip conveyor & car | Right side |
| 01.10 | Hydraulic tailstock controlled by M functions | |
| 01.11 | Full Meter Enclosure |
| Item 02 | Descriptions | |
| 02.01 | Servo tailstock | |
| 02.02 | Air conditioner for e-box | |
| 02.03 | Tool probe | |
| 02.04 | Part cather | |
| 02.05 | Bar feeder | |
| 02.06 | Aumomatic door | |
| 02.07 | Oil mist | |
| 02.08 | Oil-water sepeareor | |
| 02.09 | Driven tool holder (0°& 90°) | |
| 02.10 | Big bar capacial D65 mm | |
| 02.11 | Water gun & Air gun |
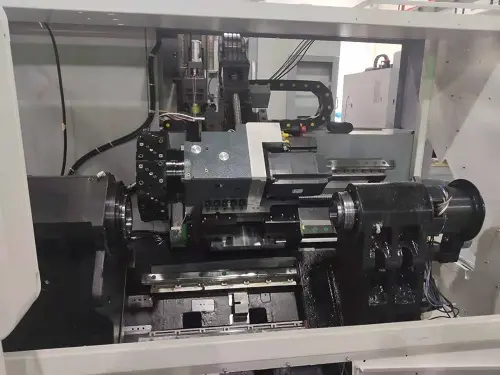
Esta máquina CNC de duplo fuso e eixo Y avançada oferece usinagem simultânea para alta produtividade. Conhecida como "centro de torneamento CNC de alta precisão" ou "máquina biaxis Y para peças complexas", opera com dois fusos sincronizados que permitem acabamento bruto e fino em uma única fixação. Parâmetros essenciais: velocidade do fuso 5.000 rpm, potência 15 kW, curso do eixo Y ±50mm. Configuração robusta com guias lineares de precisão e sistema hidráulico estável. Ideal para setores automotivo (eixos, engrenagens) e aeroespacial, reduzindo tempo de ciclo em 40%. Vantagens: repetibilidade de 0,003mm, durabilidade comprovada em ambientes de produção 24/7. Componentes-chave: torre ferramentas motorizadas, encaixes de fuso independentes, controle Fanuc. Sinônimos populares: "Torno CNC Duplo", "Centro de Usinagem Turbo" – solução definitiva para eficiência em lotes médios e grandes.
Ang CNC580D na ito ay "dobleng spindle na Y-axis turning center" – kilala rin bilang "CNC lathe na pang-mabigat na trabaho" o "multi-tasking machine" sa lokal na industriya. Dalawang spindle na nag-ooperang sabay para putulin at gawin ang mga piyesa nang walang palitang workpiece. Mga teknikal na detalye: 5,000 rpm max speed, 15kW motor, ±50mm na Y-axis. Ginamitan ng linear guides para sa matatag na galaw at high-rigidity frame. Ginagamit sa paggawa ng mga sasakyan (crankshaft, transmission parts) at mga aerospace component. Pangunahing bentaha: 40% mas mabilis kaysa sa single-spindle machine, ±0.003mm accuracy. Binubuo ng 12-station tool turret, Fanuc control system, at automatic door. Madalas itong tawaging "Doble-Spindol na CNC" o "Makina sa Pag-otomat ng Komplikadong Bahagi" – perpekto para sa malalaking produksyon.
Questo centro di tornitura CNC a doppio mandrino con asse Y è un "tornio multitasking" ad alta efficienza. Con due mandrini indipendenti (fino a 5.000 giri/min), lavora grezzo e finito senza riposizionamento pezzo. Specifiche tecniche: corsa Y ±50mm, potenza motore 15kW, struttura in ghisa rinforzata. Configurazione con guide lineari precaricate e controllore Fanuc 0i-TF. Settori chiave: automotive (alberi motore), medicale (componenti implant) e idraulica. Vantaggi: precisione 0,003mm, riduzione tempi ciclo del 35%. Componenti principali: torretta motorizzata a 12 stazioni, sistema di raffreddamento ad alta pressione. Nel gergo, è chiamato "Tornio Bifronte" o "CNC Doppio Mandrino" – ideale per produzioni medio-grandi che richiedono massima precisione e affidabilità.
Bu Y eksenli çift milli CNC torna tezgâhı (yerel tabirle "Çift Spindüllü İşleme Merkezi" veya "Y-Eksenli Süper Torna"), aynı anda iki iş mili ile kaba ve hassas işleme yapar. Teknik özellikler: 5.000 dev/dak maks hız, 15kW motor, ±50mm Y hareketi. Lineer kızaklar ve Fanuc kontrol ünitesiyle donatılmıştır. Otomotiv (krank milleri), hidrolik ve savunma sanayinde kullanılır. Avantajlar: %40 daha hızlı işleme, 0,003mm tekrarlanabilirlik. Ana bileşenler: 12 istasyonlu takım turreti, otomatik kapak sistemi. Uzun kuyruklu arama terimleri: "Yüksek hassasiyetli çift milli CNC", "Kompleks parça torna makinesi" – 7/24 üretim için tasarlanmış güvenilir çözüm.
Ce centre de tournage bi-broche avec axe Y (souvent appelé "Tour CNC Double Broche" ou "Centre Bi-Broche Haute Performance") permet l'usinage simultané via deux broches synchronisées. Caractéristiques : vitesse 5 000 tr/min, axe Y ±50mm, moteur 15kW. Structure rigide avec glissières linéaires et contrôleur Fanuc 0i-TF. Applications : pièces automobiles (vilebrequins), aéronautique et énergie. Avantages : précision de 0,003mm, réduction du temps de cycle de 40%. Composants : tourelle motorisée 12 postes, système de réfrigération intégré. Termes techniques courants : "Tour Multitâche", "Centre d'Usinage Vertical Bi-Broche" – solution optimale pour la productivité en séries moyennes.
هذه المخرطة CNC ذات المغزلين والمحور الصادي (المعروفة محليًا باسم "مخرطة سي أن سي مزدوجة المغزل" أو "مركز تشغيل بالمحور Y") تُنَفِّذ عمليات الخراطة والتشطيب دون إعادة تثبيت المشغولة. المواصفات: سرعة دوران 5000 دورة/دقيقة، محرك 15 كيلوواط، مدى المحور الصادي ±50 مم. مزودة بدلائل خطية ومتحكم Fanuc 0i-TF. مجالات الاستخدام: قطع السيارات (عمود المرفق)، المكونات الهيدروليكية والطبية. المزايا: دقة تصل إلى 0.003 مم، زيادة الإنتاجية بنسبة 40%. المكونات الرئيسية: رأس أدوات 12 محطة، باب أتوماتيكي. تُعرف أيضًا باسم "مخرطة المغزل المزدوج" أو "ماكينات تشغيل المعادن الثقيلة" – مثالية للإنتاج المتواصل بموثوقية عالية.
Diese Y-Achse Doppelspindel CNC-Drehmaschine (im Fachjargon "Doppelspindel-Drehzentrum" oder "Y-Achsen Alleskönner") bearbeitet Werkstücke mittels zweier synchronisierter Spindeln in einem Aufspannvorgang. Technische Daten: 5.000 U/min, 15 kW Motor, Y-Verfahrweg ±50mm. Ausgestattet mit Linearführungen, Fanuc 0i-TF-Steuerung und stabilem Maschinenbett. Einsatzgebiete: Automobilbau (Kurbelwellen), Hydraulikkomponenten. Vorteile: Wiederholgenauigkeit 0,003mm, 40% kürzere Bearbeitungszeiten. Schlüsselkomponenten: 12-stationiger Revolver, Hochdruckkühlmittel. Auch bekannt als "Zwillingsspindel-Drehmaschine" oder "Kombi-Drehcenter" – die erste Wahl für präzise Serienfertigung mit hoher Zuverlässigkeit.
Deze CNC draaibank met dubbele spil en Y-as (lokaal "Tweespindel Draaicenter" of "Y-as Multitasker" genoemd) verwerkt ruw en afwerkdraaien in één opstelling. Specificaties: 5.000 omw/min, 15 kW motor, Y-slag ±50mm. Uitgerust met lineaire geleidingen en Fanuc 0i-TF-besturing. Ideaal voor auto-onderdelen (krukassen), medische en hydraulische sectoren. Voordelen: ±0,003mm herhaalnauwkeurigheid, 40% kortere doorlooptijd. Belangrijkste componenten: 12-station revolver, automatische deur. Zoektermen: "Zware CNC Draaibank", "Dubbelspindel Freesdraaien" – de ultieme oplossing voor betrouwbare massaproductie met topnauwkeurigheid.
To centrum tokarskie CNC z podwójną wrzecionową osią Y (określane jako "Tokarka Dwuwrzecionowa" lub "Wielozadaniowa Maszyna Y") umożliwia obróbkę zgrubną i wykańczającą bez zmiany uchwytu. Parametry: 5000 obr/min, silnik 15 kW, skok osi Y ±50 mm. Wyposażone w prowadnice liniowe, sterownik Fanuc 0i-TF i stabilną konstrukcję. Zastosowania: motoryzacja (wały korbowe), przemysł lotniczy. Zalety: powtarzalność 0,003 mm, skrócenie czasu obróbki o 40%. Komponenty: rewolwer 12-narzędziowy, system chłodzenia. Inne nazwy: "Tokarka CNC z Osią Y", "Centrum Obróbcze do Skomplikowanych Detali" – optymalne rozwiązanie dla produkcji seryjnej wymagającej precyzji.
Acest strung CNC cu axă Y și două axe principale (numit local "Strung Dublu Ax" sau "Mașină Y-Axis Multitasking") prelucrează simultan piesa pe ambele capete. Specificații: 5.000 rot/min, motor 15 kW, cursă axă Y ±50 mm. Dotat cu ghidaje lineare și control Fanuc 0i-TF. Aplicații: auto (arbori cotiți), componente hidraulice. Avantaje: precizie 0,003 mm, reducere timp ciclu cu 40%. Componente cheie: turelă 12 poziții, ușă automată. Termeni comuni: "Strung CNC Biax", "Centru de Strunjire Complex" – soluție ideală pentru productivitate ridicată în medie și mare serie.